
专业铝型材加工定制厂家
专注生产 , CNC加工各种铝制品
咨询服务热线

专业铝型材加工定制厂家
专注生产 , CNC加工各种铝制品
咨询服务热线


完美体育(中国)有限公司,一家集铝型材挤压、深加工于一体的定制生产服务企业。注重生产定制高质量的工业铝型材,以及相关配件,来图开模定制各种铝型材,
为客户提供的产品定制生产服务。支持个性定制,全方位满足用户需求,为客户提供稳定、可靠的产品与服务。

SELECT ALUMINUM

PRECISION MANUFACTURING

LONG LIFE

QUALITY ASSURANCE

FAST DELIVERY

AFTER SALE GUARANTEE

























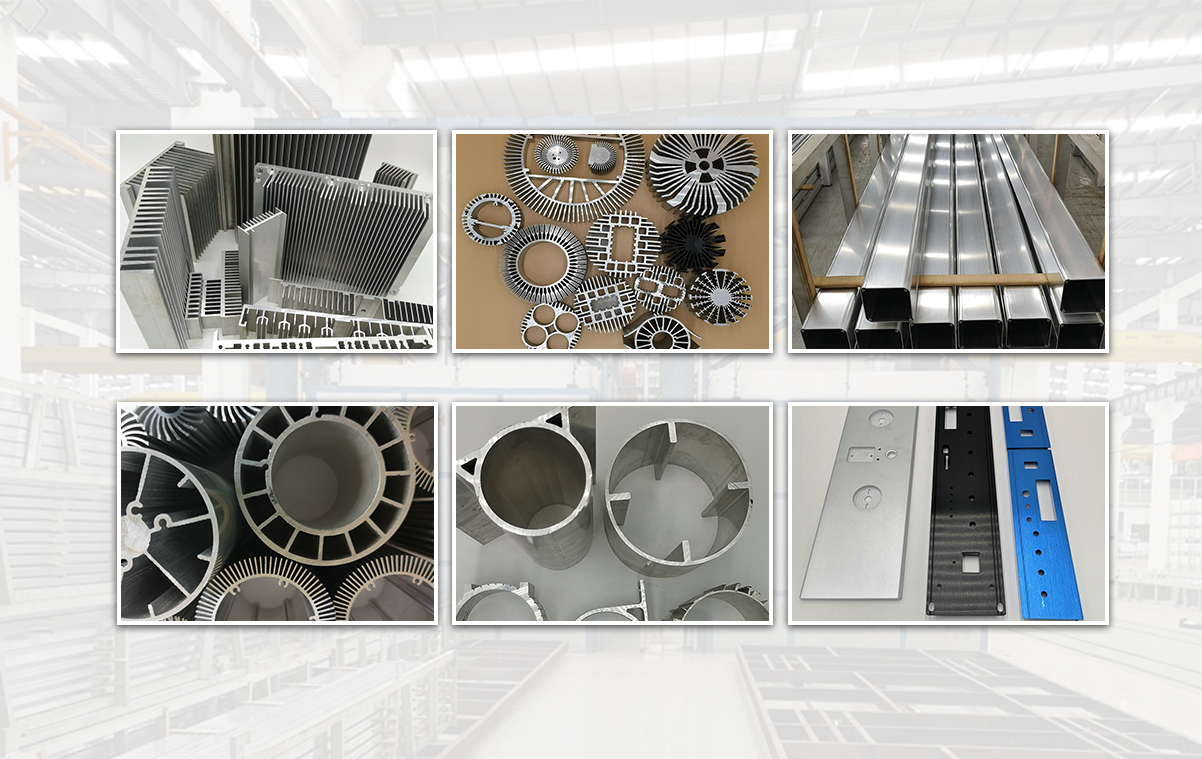
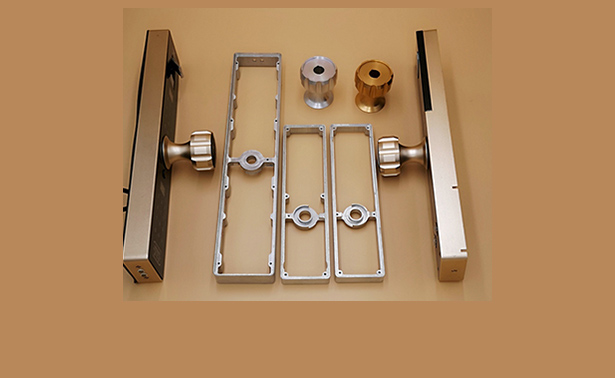
完美体育(中国)有限公司是一家集铝型材挤压、深加工于一体的定制生产服务企业。本公司拥有先进的带双牵引挤压设备、高精度数控铣床、立式加工中心、10米长型材加工中心、锯床、冲床、双头锯、拉弯机、钻床、攻丝机等机械设备。主要提供各类精密挤压铝型材加工、通信零件加工、光电零件加工、打印设备零件加工、显示屏、广告机铝边框加工、灯饰型材加工、家具卫浴型材加工、非标零件CNC加工以及客户定制CNC各类加工等...




航昱多年专注工业铝型材、led铝型材、散热器铝型材、异形铝型材等铝型材定制加工,拥有专业的进口生产设备,建立流水线工业铝型材行业标准及技术规范 ,产品精益求精,为您提供高品质铝型材。
通过ISO9001质量体系,拥有多项国家认证资质,全系列检测设备,严格把控生产质量,保障出厂品质。选用AOO标准99.5%高纯铝锭,确保每一个产品都有更长的使用寿命。

严格进料控制,采购高纯铝品为铝合金原材料;公司严格按照ISO品质管理,并针对产品特殊要求, 不断完善ISO9001;2008质量管理体系。

航昱具有完善的售后服务体系和质量保证体系,坚持“完善服务,开拓创新”的服务原则,专门建立了一支专业技术服务队伍。在今后的服务过程中,客户服务中心将担负起技术支持和对客户的服务工作,竭诚为广大用户提供专业的产品和服务。









客户咨询需求沟通

根据需求提出方案

确认样品非标定制

批量生产品质管控

质检合格安排配送

收货完成售后跟进
咨询服务热线:













据美国机构调查显示,电子产品失效原因中55%跟温度相关,对电子机械等各类产品进行合理的散热,更...

工业铝型材厂家新能源物流车、客车、半挂车、运煤车、罐车、轿车:运输车辆的大梁、横梁、纵梁、车体...

铝型材加工铝具有密度小、耐蚀性好等特点,且铝合金的塑性优良,铸、锻、冲压工艺均适用。至早把铝材...

随着经济发展的迅速,我国的挤压铝型材工业发展的也是突飞猛进,现在铝型材厂家工业铝型材的应用是越...

工业铝型材厂家铝型材挤压如今在使用中占据着重要的地位,得到了非常普遍的使用,在使用中非常受欢迎...

随着经济的发展,现在很多行业和企业都开始选用工业铝型材作为产品的配件或者材料,那在选择的时候,...
铝型材加工基本上没什么国标非标之说,但是国家对建筑挤压铝型材有专门的行业规范,主要对型材的厚度...

在使用铝型材加工散热器铝型材一段时间后,如果不精心保养,那么散热器铝型材表面很容易就会出现生锈...

一.Al-Mg-Si系合金的基本特点铝型材挤压6063铝合金的化学成份在GB/T5237-93...
完美体育(中国)有限公司 - 铝型材加工 - 完美体育(中国)有限公司 - 经典案例 - 厂家实力 - 关于航昱 - 新闻资讯 - 联系航昱

佛山市南海区狮山镇山南工业区北区一路一排六号

137-0293-9380 / 189-2591-5118

12284946@qq.com
















 友情链接
友情链接